

Odsłonięcie tajemnicy: super teoretyczna pojemność akumulatorów litowo-jonowych
By hoppt
Dlaczego bateria litowa istnieje zjawisko super teoretycznej pojemności
W akumulatorach litowo-jonowych (LIB) wiele elektrod na bazie tlenków metali przejściowych charakteryzuje się niezwykle dużą pojemnością przekraczającą ich teoretyczną wartość. Chociaż zjawisko to było szeroko opisywane, podstawowe mechanizmy fizykochemiczne tych materiałów pozostają nieuchwytne i pozostają przedmiotem dyskusji.
Profil wyników
Niedawno profesor Miao Guoxing z Uniwersytetu Waterloo w Kanadzie, profesor Yu Guihua z Uniwersytetu Teksasu w Austin oraz Li Hongsen i Li Qiang z Uniwersytetu Qingdao wspólnie opublikowali artykuł badawczy na temat materiałów naturalnych pod tytułem „Dodatkowa pojemność przechowywania w Baterie litowo-jonowe z tlenkiem metalu przejściowego ujawnione za pomocą magnetometrii in situ”. W tej pracy autorzy wykorzystali monitorowanie magnetyczne in situ, aby wykazać obecność dużej pojemności powierzchniowej nanocząstek metalu oraz to, że duża liczba elektronów spolaryzowanych spinowo może być przechowywana w już zredukowanych nanocząstkach metalu, co jest zgodne z mechanizmem ładunku przestrzennego. Ponadto ujawniony mechanizm ładunków przestrzennych można rozszerzyć na inne związki metali przejściowych, co stanowi kluczową wskazówkę przy tworzeniu zaawansowanych systemów magazynowania energii.
Najważniejsze wyniki badań
(1) Typowy Fe badano, stosując technikę monitorowania magnetycznego in situ3O4/Ewolucja struktury elektronicznej wewnątrz akumulatora Li;
(2) pokazuje, że w układzie Fe3O4W/Li głównym źródłem dodatkowej pojemności jest pojemność ładunku powierzchniowego;
(3) Mechanizm pojemności powierzchniowej nanocząstek metali można rozszerzyć na szeroką gamę związków metali przejściowych.
Tekst i przewodnik tekstowy
- Charakterystyka strukturalna i właściwości elektrochemiczne
Monodyspersyjny pusty Fe zsyntetyzowano konwencjonalnymi metodami hydrotermalnymi3O4Nanosfery, a następnie przeprowadzono przy 100 mAg−1 Ładowanie i rozładowywanie przy gęstości prądu (rysunek 1a), pierwsza pojemność rozładowania wynosi 1718 mAh g−1, 1370 mAhg odpowiednio w drugim i trzecim czasie− 1I 1,364 mAhg−1, znacznie ponad 926 mAhg−1Teoria oczekiwań. Obrazy BF-STEM całkowicie rozładowanego produktu (rysunek 1b-c) wskazują, że po redukcji litu nanosfery Fe3O4 uległy przekształceniu w mniejsze nanocząstki Fe o wielkości około 1 – 3 nm, rozproszone w centrum Li2O.
Aby zademonstrować zmianę magnetyzmu podczas cyklu elektrochemicznego, uzyskano krzywą namagnesowania po pełnym rozładowaniu do 0.01 V (rysunek 1d), pokazującą zachowanie superparamagnetyczne w wyniku tworzenia się nanocząstek.
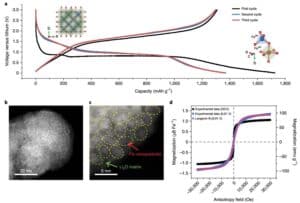
Rysunek 1 (a) przy 100 mAg-1Fe podczas jazdy na rowerze przy gęstości prądu 3O4/ Krzywa ładowania i rozładowania akumulatora litowego przy stałym prądzie; (b) w pełni litowy Fe3O4. Obraz elektrody BF-STEM; (c) obecność Li w zbiorczych 2 obrazach BF-STEM o wysokiej rozdzielczości zarówno O, jak i Fe; (d) Fe3O4 Krzywe histerezy elektrody przed (czarna) i po (niebieska) oraz dopasowana krzywa Langevina tej ostatniej (fioletowa).
- Wykrywanie w czasie rzeczywistym ewolucji strukturalnej i magnetycznej
Aby połączyć elektrochemię ze zmianami strukturalnymi i magnetycznymi Fe3O4Of związanymi z Fe3O4, elektrody poddano dyfrakcji rentgenowskiej in situ (XRD) i monitorowaniu magnetycznemu in situ. Fe w serii wzorów dyfrakcyjnych XRD podczas początkowego wyładowania od napięcia obwodu otwartego (OCV) do 1.2 V3O4. Piki dyfrakcyjne nie zmieniły się znacząco ani pod względem intensywności, ani położenia (rysunek 2a), co wskazuje, że Fe3O4 doświadczył tylko procesu interkalacji Li. Po naładowaniu do napięcia 3 V struktura antyspinelowa Fe3O4 pozostaje nienaruszona, co sugeruje, że proces w tym oknie napięcia jest wysoce odwracalny. Przeprowadzono dalsze monitorowanie magnetyczne na miejscu w połączeniu z testami ładowania i rozładowania prądem stałym, aby zbadać ewolucję namagnesowania w czasie rzeczywistym (rysunek 2b).
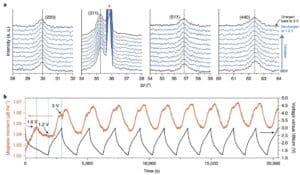
Rysunek 2 Charakterystyka XRD in situ i monitorowania magnetycznego.(A) XRD in situ; (b) Fe3O4 Elektrochemiczna krzywa ładunku i rozładowania pod przyłożonym polem magnetycznym o natężeniu 3 T i odpowiadająca odwracalna odpowiedź magnetyczna in situ.
Aby uzyskać bardziej podstawowe zrozumienie procesu konwersji pod względem zmian namagnesowania, w czasie rzeczywistym zbiera się odpowiedź magnetyczną i odpowiadające jej przejście fazowe towarzyszące reakcjom napędzanym elektrochemicznie (rysunek 3). Jest całkiem jasne, że podczas pierwszego wyładowania Fe3O4Reakcja magnesowania elektrod różni się od pozostałych cykli z powodu Fe podczas pierwszej litalizacji3O4Z powodu nieodwracalnego przejścia fazowego. Gdy potencjał spadł do 0.78 V, faza antyspinelowa Fe3O4The została przekształcona w strukturę halitową O, Fe2O3, zawierającą Li4The klasy FeO. Fazy nie można przywrócić po naładowaniu. Odpowiednio namagnesowanie szybko spada do 0.482 μb Fe-1. W miarę postępu litializacji nie utworzyła się żadna nowa faza, a intensywność pików dyfrakcyjnych FeO klasy (200) i (220) zaczęła słabnąć. Równa Fe3O4. Po całkowitym zliializowaniu elektrody nie pozostaje żaden znaczący pik XRD (Rysunek 3a). Należy zauważyć, że gdy elektroda Fe3O4 rozładowuje się od 0.78 V do 0.45 V, namagnesowanie (z 0.482 μb Fe-1 zwiększone do 1.266 μbFe-1) zostało przypisane reakcji konwersji FeO do Fe. Następnie pod koniec wyładowania namagnesowanie powoli spadło do 1.132 μB Fe−1. Odkrycie to sugeruje, że całkowicie zredukowane nanocząsteczki FeO metalu mogą nadal uczestniczyć w reakcji magazynowania litu, zmniejszając w ten sposób namagnesowanie elektrod.
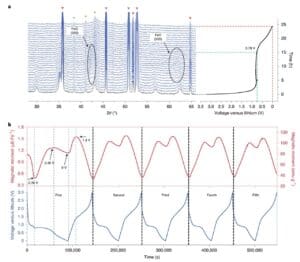
Rysunek 3 Obserwacje in situ przejścia fazowego i odpowiedzi magnetycznej. (a) Mapa XRD Fe3O4 In situ zebrana podczas pierwszego wyładowania elektrody; (b) Fe3O4 Pomiar siły magnetycznej in situ cykli elektrochemicznych ogniw / Li przy przyłożonym polu magnetycznym 3 T.
- Fe0/Li2Pojemność powierzchniowa układu O
Fe3O4Zmiany magnetyczne elektrod zachodzą przy niskich napięciach, przy których najprawdopodobniej generowana jest dodatkowa pojemność elektrochemiczna, co sugeruje obecność w ogniwie nieodkrytych jeszcze nośników ładunku. Aby zbadać potencjalny mechanizm magazynowania litu, zbadano Fe za pomocą XPS, STEM i widma wydajności magnetycznej. 3O4 Elektrody pików magnesowania przy 0.01 V, 0.45 V i 1.4 V w celu określenia źródła zmiany magnetycznej. Wyniki pokazują, że moment magnetyczny jest kluczowym czynnikiem wpływającym na zmianę magnetyczną, ponieważ na zmierzone Fe0/Li2The Ms układu O nie ma wpływu anizotropia magnetyczna i sprzężenie międzycząstkowe.
Aby lepiej zrozumieć właściwości kinetyczne Fe3O4 elektrod przy niskim napięciu, woltamperometrii cyklicznej przy różnych szybkościach skanowania. Jak pokazano na rysunku 4a, prostokątna krzywa cyklicznego woltamogramu pojawia się w zakresie napięcia od 0.01 V do 1 V (rysunek 4a). Rysunek 4b pokazuje, że na elektrodzie wystąpiła odpowiedź pojemnościowa Fe3O4A. Dzięki wysoce odwracalnej odpowiedzi magnetycznej procesu ładowania i rozładowywania prądem stałym (rysunek 4c), namagnesowanie elektrody spadło z 1 V do 0.01 V podczas procesu rozładowywania i ponownie wzrosło podczas procesu ładowania, co wskazuje, że Fe0Of kondensatora reakcja powierzchniowa jest wysoce odwracalna.
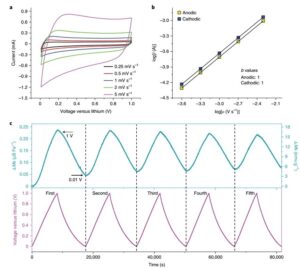
Rysunek 4 Właściwości elektrochemiczne i charakterystyka magnetyczna in situ przy 0.011 V.(A) Cykliczna krzywa woltamperometryczna.(B) Wartość b jest określana na podstawie korelacji pomiędzy prądem szczytowym a szybkością skanowania; (c) odwracalna zmiana namagnesowania w stosunku do krzywej ładowania i rozładowania pod przyłożonym polem magnetycznym o natężeniu 5 T.
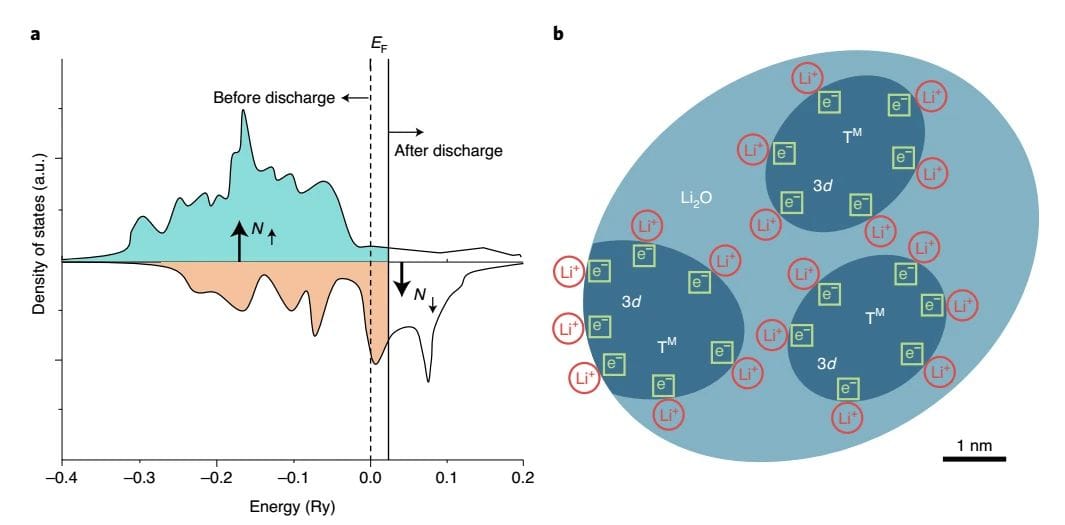
wspomniane już Fe3O4. Właściwości elektrochemiczne, strukturalne i magnetyczne elektrod wskazują, że o dodatkowej pojemności akumulatora decyduje Fe0. Pojemność powierzchniowa nanocząstek spolaryzowana spinowo jest spowodowana towarzyszącymi im zmianami magnetycznymi. Pojemność spolaryzowana spinowo jest wynikiem akumulacji ładunku spolaryzowanego spinowo na granicy faz i może wykazywać odpowiedź magnetyczną podczas ładowania i rozładowywania. duże stosunki powierzchni do objętości i realizują dużą gęstość stanów na poziomie Fermiego ze względu na wysoce zlokalizowane orbitale d. Zgodnie z teoretycznym modelem przestrzennego przechowywania ładunku Maiera autorzy proponują, że w pasmach rozszczepiających spin metalicznych nanocząstek Fe, które można znaleźć w Fe/Li3, można przechowywać duże ilości elektronów. Tworzenie kondensatorów powierzchniowych spolaryzowanych spinowo w nanokompozytach O ( Rysunek 4).
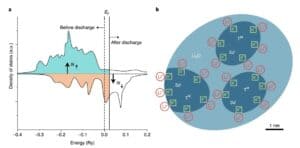
wykres 5Fe/Li2A Schematyczne przedstawienie pojemności powierzchniowej elektronów spolaryzowanych spinowo na granicy faz O.(A) schematyczne przedstawienie gęstości stanu polaryzacji spinowej powierzchni cząstek metali ferromagnetycznych (przed i po wyładowaniu), w przeciwieństwie do masowa polaryzacja spinowa żelaza; (b) powstawanie obszaru ładunku przestrzennego w modelu kondensatora powierzchniowego przeładowanego litu.
Podsumowanie i perspektywy
TM/Li badano za pomocą zaawansowanego monitoringu magnetycznego in situ2. Ewolucja wewnętrznej struktury elektronicznej nanokompozytu O w celu ujawnienia źródła dodatkowej pojemności akumulatora litowo-jonowego. Wyniki pokazują, że zarówno w układzie ogniw modelowych Fe3O4/Li, elektrochemicznie zredukowane nanocząstki Fe mogą przechowywać duże ilości elektronów spolaryzowanych spinowo, co wynika z nadmiernej pojemności ogniwa i znacząco zmienionego magnetyzmu międzyfazowego. Eksperymenty dodatkowo zweryfikowały CoO, NiO i FeF2And Fe2. Obecność takiej pojemności w materiale elektrody N wskazuje na istnienie spolaryzowanej spinowo pojemności powierzchniowej nanocząstek metalu w akumulatorach litowo-jonowych i kładzie podwaliny pod zastosowanie tego mechanizmu przestrzennego magazynowania ładunku w innych przejściach materiały elektrodowe na bazie związków metali.
Link do literatury
Dodatkowa pojemność akumulatorów litowo-jonowych z tlenkami metali przejściowych ujawniona za pomocą magnetometrii in situ (Nature Materials, 2020, DOI: 10.1038/s41563-020-0756-y)
Wpływ wzoru na konstrukcję płytki elektrody litowej i defektów płytki elektrody na wydajność
- Artykuł dotyczący podstaw projektowania filmów Pole
Elektroda akumulatora litowego to powłoka złożona z cząstek równomiernie nałożonych na płyn metalowy. Powłokę elektrody akumulatora litowo-jonowego można uznać za materiał kompozytowy, składający się głównie z trzech części:
(1) Cząsteczki substancji czynnej;
(2) faza składowa środka przewodzącego i czynnika (faza kleju węglowego);
(3) Pory, napełnić elektrolitem.
Stosunek objętości każdej fazy wyraża się jako:
Porowatość + udział objętościowy materii żywej + udział objętościowy fazy adhezyjnej węgla =1
Projekt elektrody baterii litowej jest bardzo ważny, a teraz pokrótce przedstawiono podstawową wiedzę na temat konstrukcji elektrod baterii litowej.
(1) Teoretyczna pojemność materiału elektrody Teoretyczna pojemność materiału elektrody, to znaczy pojemność zapewniana przez wszystkie jony litu w materiale biorącym udział w reakcji elektrochemicznej, jej wartość oblicza się za pomocą następującego równania:

Na przykład LiFePO4Masa molowa wynosi 157.756 g/mol, a jego teoretyczna pojemność wynosi:

Ta obliczona wartość to tylko teoretyczna pojemność gramowa. Aby zapewnić odwracalną strukturę materiału, rzeczywisty współczynnik usuwania jonów litu jest mniejszy niż 1, a rzeczywista pojemność gramowa materiału wynosi:
Rzeczywista pojemność gramowa materiału = teoretyczna pojemność współczynnika odłączenia jonów litu
(2) Projektowa pojemność baterii i wyjątkowo jednostronna gęstość Pojemność projektową baterii można obliczyć za pomocą następującego wzoru: pojemność projektową baterii = gęstość powierzchni powłoki Stosunek materiału aktywnego materiał aktywny gram pojemność powierzchnia powłoki biegunowej
Wśród nich gęstość powierzchniowa powłoki jest kluczowym parametrem projektowym. Gdy gęstość zagęszczenia pozostaje niezmieniona, wzrost gęstości powierzchniowej powłoki oznacza, że zwiększa się grubość arkusza bieguna, zwiększa się odległość transmisji elektronów i zwiększa się opór elektronów, ale stopień wzrostu jest ograniczony. W grubym arkuszu elektrody główną przyczyną wpływającą na charakterystykę przekładni jest wzrost impedancji migracji jonów litu w elektrolicie. Biorąc pod uwagę porowatość i skręt porów, odległość migracji jonów w porach jest wielokrotnie większa niż grubość warstwy polarnej.
(3) Stosunek ujemnej do dodatniej pojemności N / P ujemnej pojemności do dodatniej wydajności definiuje się jako:

N/P powinien być większy niż 1.0, ogólnie 1.04 ~ 1.20, co dotyczy głównie projektu bezpieczeństwa, aby zapobiec wytrącaniu się jonów litu po stronie ujemnej bez źródła akceptacji, projekt uwzględnia wydajność procesu, taką jak odchylenie powłoki. Jednakże, gdy N/P jest zbyt duże, akumulator utraci nieodwracalną pojemność, co skutkuje niską pojemnością akumulatora i niższą gęstością energii akumulatora.
W przypadku anody z tytanianem litu przyjęto konstrukcję nadmiaru elektrody dodatniej, a pojemność akumulatora jest określana na podstawie pojemności anody z tytanianu litu. Konstrukcja z dodatnim nadmiarem sprzyja poprawie wydajności akumulatora w wysokich temperaturach: gaz o wysokiej temperaturze pochodzi głównie z elektrody ujemnej. W konstrukcji z dodatnim nadmiarem potencjał ujemny jest niski i łatwiej jest utworzyć warstwę SEI na powierzchni tytanianu litu.
(4) Gęstość zagęszczenia i porowatość powłoki W procesie produkcyjnym gęstość zagęszczenia powłoki elektrody akumulatora oblicza się według poniższego wzoru. Biorąc pod uwagę, że podczas walcowania blachy polarnej rozciąga się folia metalowa, gęstość powierzchniową powłoki za walcem oblicza się według poniższego wzoru.
Jak wspomniano wcześniej, powłoka składa się z fazy materiału żywego, fazy kleju węglowego i porów, a porowatość można obliczyć za pomocą poniższego równania.
Wśród nich średnia gęstość powłoki to: elektroda baterii litowej jest rodzajem cząstek proszku powłoki, ponieważ powierzchnia cząstek proszku jest szorstka, o nieregularnym kształcie, podczas akumulacji cząstki pomiędzy cząstkami i cząstkami, a niektóre same cząstki mają pęknięcia i pory, więc objętość proszku, w tym objętość proszku, pory pomiędzy cząstkami proszku a cząstkami, a zatem odpowiednia różnorodność gęstości powłoki elektrodowej i reprezentacji porowatości. Gęstość cząstek proszku odnosi się do masy proszku na jednostkę objętości. W zależności od objętości proszku dzieli się go na trzy rodzaje: gęstość rzeczywistą, gęstość cząstek i gęstość akumulacji. Różne gęstości są zdefiniowane w następujący sposób:
- Gęstość rzeczywista odnosi się do gęstości uzyskanej poprzez podzielenie masy proszku przez objętość (objętość rzeczywistą) z wyłączeniem wewnętrznych i zewnętrznych szczelin cząstek. Oznacza to, że gęstość samej materii uzyskana po wykluczeniu objętości wszystkich pustek.
- Gęstość cząstek odnosi się do gęstości cząstek otrzymanej poprzez podzielenie masy proszku przez objętość cząstek, włączając otwór otwarty i otwór zamknięty. Oznacza to szczelinę między cząstkami, ale nie drobne pory wewnątrz cząstek, ale gęstość samych cząstek.
- Gęstość akumulacyjna, czyli gęstość powłoki, odnosi się do gęstości uzyskanej z masy proszku podzielonej przez objętość powłoki utworzonej przez proszek. Stosowana objętość obejmuje pory samych cząstek i puste przestrzenie pomiędzy cząstkami.
Dla tego samego proszku gęstość rzeczywista > gęstość cząstek > gęstość upakowania. Porowatość proszku to stosunek porów w powłoce cząstek proszku, to znaczy stosunek objętości pustej przestrzeni pomiędzy cząstkami proszku i porami cząstek do całkowitej objętości powłoki, który jest powszechnie wyrażany jako procent. Porowatość proszku jest kompleksową właściwością związaną z morfologią cząstek, stanem powierzchni, wielkością cząstek i rozkładem wielkości cząstek. Jego porowatość bezpośrednio wpływa na infiltrację elektrolitu i transmisję jonów litu. Ogólnie rzecz biorąc, im większa porowatość, tym łatwiejsza infiltracja elektrolitu i szybsza transmisja jonów litu. Dlatego przy projektowaniu baterii litowej czasami w celu określenia porowatości powszechnie stosuje się metodę ciśnienia rtęci, metodę adsorpcji gazu itp. Można również uzyskać za pomocą obliczenia gęstości. Porowatość może mieć również różne konsekwencje, jeśli do obliczeń stosuje się różne gęstości. Kiedy gęstość porowatości substancji żywej, środka przewodzącego i spoiwa oblicza się na podstawie gęstości rzeczywistej, obliczona porowatość obejmuje szczelinę pomiędzy cząstkami i szczelinę wewnątrz cząstek. Kiedy porowatość substancji żywej, środka przewodzącego i spoiwa oblicza się na podstawie gęstości cząstek, obliczona porowatość obejmuje szczelinę między cząstkami, ale nie szczelinę wewnątrz cząstek. Dlatego też wielkość porów arkusza elektrody baterii litowej jest również wieloskalowa, zazwyczaj odstęp między cząstkami ma wielkość w skali mikronowej, podczas gdy szczelina wewnątrz cząstek ma skalę od nanometra do submikronowej. W elektrodach porowatych związek właściwości transportowych, takich jak efektywna dyfuzyjność i przewodność, można wyrazić następującym równaniem:
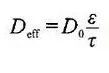
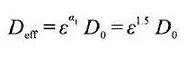
Gdzie D0 oznacza wewnętrzną szybkość dyfuzji (przewodnictwa) samego materiału, ε jest ułamkiem objętościowym odpowiedniej fazy, a τ jest obwodową krzywizną odpowiedniej fazy. W makroskopowym modelu jednorodnym na ogół stosuje się zależność Bruggemana, przyjmując współczynnik ɑ = 1.5 w celu oszacowania efektywnej dodatniości porowatych elektrod.
Elektrolit jest wypełniany w porach porowatych elektrod, w których jony litu są prowadzone przez elektrolit, a charakterystyka przewodzenia jonów litu jest ściśle związana z porowatością. Im większa porowatość, tym większy udział objętościowy fazy elektrolitowej i większa efektywna przewodność jonów litu. W arkuszu elektrody dodatniej elektrony są przenoszone przez fazę adhezyjną węgla, udział objętościowy fazy adhezyjnej węgla i objazd fazy adhezyjnej węgla bezpośrednio determinują efektywną przewodność elektronów.
Porowatość i udział objętościowy fazy adhezyjnej węgla są sprzeczne, a duża porowatość nieuchronnie prowadzi do udziału objętościowego fazy adhezyjnej węgla, dlatego też efektywne właściwości przewodzenia jonów litu i elektronów są również sprzeczne, jak pokazano na rysunku 2 Wraz ze spadkiem porowatości efektywne przewodnictwo jonów litu maleje, podczas gdy efektywne przewodnictwo elektronów wzrasta. Sposób zrównoważenia tych dwóch elementów ma również kluczowe znaczenie przy projektowaniu elektrody.
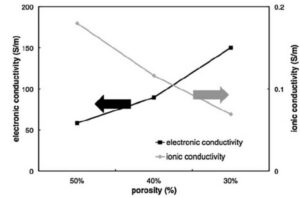
Rysunek 2 Schematyczny diagram porowatości oraz przewodności jonów litu i elektronów
2. Rodzaje i wykrywanie wad słupów
Obecnie w procesie przygotowania biegunów baterii przyjmuje się coraz więcej technologii wykrywania online, aby skutecznie identyfikować wady produkcyjne produktów, eliminować wadliwe produkty i terminowo przekazywać informacje zwrotne do linii produkcyjnej, automatyczne lub ręczne dostosowania produkcji procesu, aby zmniejszyć wadliwą stawkę.
Technologie wykrywania on-line powszechnie stosowane w produkcji biegunów obejmują wykrywanie charakterystyki zawiesiny, wykrywanie jakości biegunów, wykrywanie wymiarów itd. Na przykład: (1) miernik lepkości online jest instalowany bezpośrednio w zbiorniku magazynującym powłokę w celu wykrywania właściwości reologicznych charakterystyka szlamu w czasie rzeczywistym, badanie stabilności szlamu; (2) Stosowanie promieni rentgenowskich lub β w procesie powlekania, wysoka dokładność pomiaru, ale duże promieniowanie, wysoka cena sprzętu i problemy z konserwacją; (3) Do pomiaru grubości warstwy polarnej stosowana jest laserowa technologia pomiaru grubości w trybie online. Dokładność pomiaru może sięgać ± 1 μm. Może również wyświetlać trend zmian mierzonej grubości i grubości w czasie rzeczywistym. Ułatwia śledzenie danych. i analiza; (0) Technologia wizyjna CCD. Oznacza to, że matryca liniowa CCD jest używana do skanowania mierzonego obiektu. Przetwarzanie obrazu w czasie rzeczywistym i analiza kategorii defektów. Realizuje nieniszczące wykrywanie online defektów powierzchni bieguna.
Jako narzędzie kontroli jakości, technologia testowania online jest również niezbędna do zrozumienia korelacji między defektami a wydajnością baterii, aby określić kryteria kwalifikowane/niekwalifikowane dla półproduktów.
W drugiej części pokrótce przedstawiono nową metodę wykrywania defektów powierzchni akumulatorów litowo-jonowych, technologię obrazowania termowizyjnego w podczerwieni oraz związek pomiędzy tymi różnymi defektami a wydajnością elektrochemiczną. Skonsultuj się z D. Mohanty. Dokładne badanie przeprowadzone przez Mohanty et al.
(1) Typowe wady powierzchni nabiegunnika
Rysunek 3 przedstawia typowe defekty na powierzchni elektrody akumulatora litowo-jonowego, z obrazem optycznym po lewej stronie i obrazem zarejestrowanym przez kamerę termowizyjną po prawej stronie.
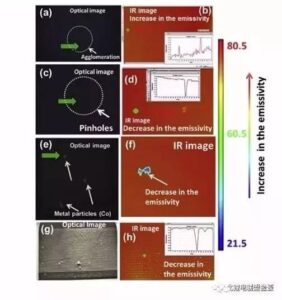
Rysunek 3 Typowe wady na powierzchni nabiegunnika: (a, b) wybrzuszenie/kruszywo; (c, d) materiał kropli / dziurka; (e, f) metalowe ciało obce; (g, h) nierówna powłoka
(A, b) podwyższone wybrzuszenie/kruszywo, takie defekty mogą wystąpić, jeśli zawiesina jest równomiernie mieszana lub prędkość powlekania jest niestabilna. Agregacja środków klejących i sadzy przewodzących prowadzi do niskiej zawartości składników aktywnych i niewielkiej masy tabletek polarnych.
(c, d) kropla/dziurka, te wadliwe obszary nie są pokryte i zwykle powstają w wyniku pęcherzyków w zawiesinie. Zmniejszają ilość materiału aktywnego i narażają kolektor na kontakt z elektrolitem, zmniejszając w ten sposób pojemność elektrochemiczną.
(E, f) metalowe ciała obce, szlam lub metalowe ciała obce wprowadzone do sprzętu i środowiska, a także metalowe ciała obce mogą wyrządzić ogromne szkody akumulatorom litowym. Duże cząstki metalu bezpośrednio uderzają w membranę, powodując zwarcie pomiędzy elektrodą dodatnią i ujemną, co jest zwarciem fizycznym. Ponadto, gdy metalowe ciało obce zostanie zmieszane z elektrodą dodatnią, potencjał dodatni wzrasta po naładowaniu, metal rozpuszcza się, rozprzestrzenia się w elektrolicie, a następnie wytrąca się na powierzchni ujemnej i ostatecznie przebija membranę, tworząc zwarcie, co jest zwarciem związanym z rozpuszczaniem substancji chemicznych. Najczęstszymi metalowymi ciałami obcymi w fabryce akumulatorów są Fe, Cu, Zn, Al, Sn, SUS itp.
(g, h) nierówne powlekanie, np. mieszanie zawiesiny, nie jest wystarczające, stopień rozdrobnienia cząstek łatwo powoduje pojawienie się pasków, gdy cząstka jest duża, co skutkuje nierównym powlekaniem, co będzie miało wpływ na konsystencję pojemności akumulatora, a nawet będzie całkowicie widoczne brak paska powłoki, ma wpływ na wydajność i bezpieczeństwo.
(2) Technologia wykrywania defektów powierzchni chipa bieguna Technologia obrazowania termowizyjnego w podczerwieni (IR) służy do wykrywania drobnych defektów na suchych elektrodach, które mogą obniżyć wydajność akumulatorów litowo-jonowych. Jeśli podczas wykrywania online zostanie wykryty defekt elektrody lub zanieczyszczenie, zaznacz je na arkuszu biegunów, wyeliminuj w kolejnym procesie i prześlij z powrotem do linii produkcyjnej, a następnie dostosuj proces na czas, aby wyeliminować defekty. Promieniowanie podczerwone to rodzaj fali elektromagnetycznej, która ma taką samą naturę jak fale radiowe i światło widzialne. Specjalne urządzenie elektroniczne służy do przekształcania rozkładu temperatury powierzchni obiektu na obraz widzialny dla ludzkiego oka, a wyświetlanie rozkładu temperatury powierzchni obiektu w różnych kolorach nazywa się technologią termowizyjną w podczerwieni. To urządzenie elektroniczne nazywa się kamerą termowizyjną na podczerwień. Wszystkie obiekty powyżej zera absolutnego (-273℃) emitują promieniowanie podczerwone.
Jak pokazano na rysunku 4, aproksymator termiczny podczerwieni (kamera IR) wykorzystuje detektor podczerwieni i obiektyw do obrazowania optycznego, aby przyjąć wzór rozkładu energii promieniowania podczerwonego mierzonego obiektu docelowego i odbić go na światłoczułym elemencie detektora podczerwieni w celu uzyskania obraz termowizyjny w podczerwieni, który odpowiada polu rozkładu ciepła na powierzchni obiektu. Kiedy na powierzchni przedmiotu występuje defekt, temperatura w tym obszarze ulega zmianie. Dlatego też technologię tę można zastosować również do wykrywania defektów na powierzchni przedmiotu, zwłaszcza w przypadku niektórych defektów, których nie można rozróżnić za pomocą optycznych środków detekcyjnych. Po wykryciu w trybie online elektrody suszącej akumulatora litowo-jonowego, elektroda ta jest najpierw naświetlana przez lampę błyskową, zmienia się temperatura powierzchni, a następnie mierzy się temperaturę powierzchni za pomocą kamery termowizyjnej. Obraz rozkładu ciepła jest wizualizowany, a obraz jest przetwarzany i analizowany w czasie rzeczywistym w celu wykrycia defektów powierzchni i oznaczenia ich w czasie.D. Mohanty W badaniu zainstalowano kamerę termowizyjną na wylocie pieca suszącego do powlekania, aby wykryć obraz rozkładu temperatury na powierzchni arkusza elektrody.
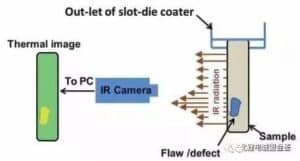
Figura 5 (a) to mapa rozkładu temperatury powierzchni powłoki arkusza biegunów dodatnich NMC wykryta przez kamerę termowizyjną, która zawiera bardzo mały defekt, którego nie można rozpoznać gołym okiem. Krzywa rozkładu temperatury odpowiadająca segmentowi trasy jest pokazana na wewnętrznej wstawce, ze skokiem temperatury w punkcie defektu. Na rysunku 5 (b) temperatura wzrasta lokalnie w odpowiednim polu, co odpowiada defektowi powierzchni bieguna. FIGA. Fig. 6 przedstawia wykres rozkładu temperatury powierzchni arkusza elektrody ujemnej pokazujący istnienie defektów, gdzie szczyt wzrostu temperatury odpowiada pęcherzowi lub agregatowi, a obszar spadków temperatury odpowiada otworkowi lub kropli.
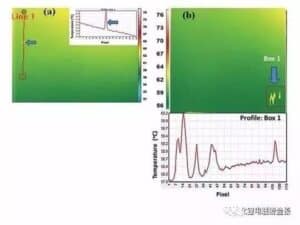
Rysunek 5 Rozkład temperatur powierzchni arkusza elektrody dodatniej
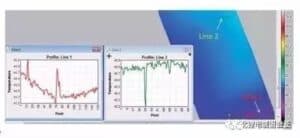
Rysunek 6 Rozkład temperatury powierzchni elektrody ujemnej
Można zauważyć, że termowizyjna detekcja rozkładu temperatury jest dobrym sposobem wykrywania defektów powierzchni bieguna, który można wykorzystać do kontroli jakości wytwarzania bieguna.3. Wpływ wad powierzchni bieguna na wydajność akumulatora
(1) Wpływ na pojemność mnożnika akumulatora i sprawność kulombowską
Rysunek 7 przedstawia krzywą wpływu agregatu i otworka na pojemność powielacza akumulatora i sprawność kulenową. Agregat może faktycznie zwiększyć pojemność akumulatora, ale zmniejszyć wydajność ogniwa. Otwór zmniejsza pojemność baterii i wydajność Kulun, a wydajność Kulun znacznie spada w dużym tempie.
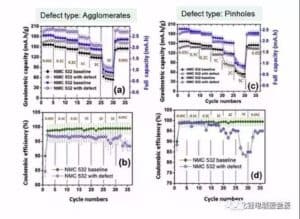
Rysunek 7. Wpływ agregatu katodowego i otworków na pojemność akumulatora i wydajność. Ryc. 8 to nierówna powłoka, a metalowe ciało obce Co i Al na pojemność akumulatora oraz wpływ krzywej wydajności. Nierówna powłoka zmniejsza pojemność masy akumulatora o 10% - 20%, ale pojemność całego akumulatora spadła o 60%, co pokazuje, że masa żywa w kawałku polarnym znacznie się zmniejszyła. Ciało obce Metal Co o zmniejszonej pojemności i wydajności Coulomba, nawet przy dużym powiększeniu 2C i 5C, w ogóle brak pojemności, co może wynikać z tworzenia się metalicznego Co w reakcji elektrochemicznej litu i osadzonego litu, lub mogą to być cząstki metalu zablokował pory membrany, powodując mikrozwarcie.
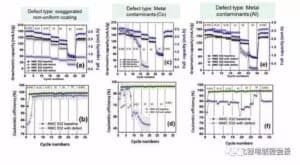
Rysunek 8 Wpływ nierównej powłoki elektrody dodatniej oraz metalowych ciał obcych Co i Al na pojemność powielacza akumulatora i wydajność kulenu
Podsumowanie wad blachy katodowej: Ataki w powłoce blachy katodowej zmniejszają sprawność kulombowską baterii. Otwór w powłoce dodatniej zmniejsza wydajność Coulomba, co skutkuje słabą wydajnością mnożnika, szczególnie przy dużej gęstości prądu. Niejednorodna powłoka wykazywała słabą wydajność powiększenia. Zanieczyszczenia cząstkami metali mogą powodować mikrozwarcia, a zatem mogą znacznie zmniejszyć pojemność akumulatora.
Rysunek 9 przedstawia wpływ paska folii ujemnej upływowej na pojemność mnożnika i wydajność Kulun akumulatora. Gdy wyciek nastąpi na elektrodzie ujemnej, pojemność akumulatora znacznie się zmniejsza, ale pojemność w gramach nie jest oczywista, a wpływ na wydajność Kulun nie jest znaczący.

Rysunek 9 Wpływ paska folii upływowej elektrody ujemnej na pojemność powielacza akumulatora i sprawność Kuluna (2) Wpływ na wydajność cyklu powielacza akumulatora Rysunek 10 jest wynikiem wpływu wady powierzchni elektrody na cykl powielacza akumulatora. Wyniki wpływu podsumowano w następujący sposób:
Agregacja: w temperaturze 2°C wskaźnik utrzymania pojemności przy 200 cyklach wynosi 70%, a uszkodzony akumulator wynosi 12%, podczas gdy w cyklu 5°C wskaźnik utrzymania pojemności przy 200 cyklach wynosi 50%, a uszkodzony akumulator wynosi 14%.
Dziurka igłowa: tłumienie pojemności jest oczywiste, ale tłumienie defektów zbiorczych nie jest szybkie, a wskaźnik utrzymania wydajności 200 cykli 2C i 5C wynosi odpowiednio 47% i 40%.
Metalowe ciało obce: pojemność metalowego ciała obcego Co po kilku cyklach wynosi prawie 0, a pojemność metalowego ciała obcego w folii Al w cyklu 5C znacznie maleje.
Pasek wyciekowy: W przypadku tego samego obszaru wycieku pojemność baterii wielu mniejszych pasków zmniejsza się szybciej niż w przypadku większego paska (47% na 200 cykli w temperaturze 5°C) (7% na 200 cykli w temperaturze 5°C). Oznacza to, że im większa liczba pasków, tym większy wpływ na cykl pracy akumulatora.
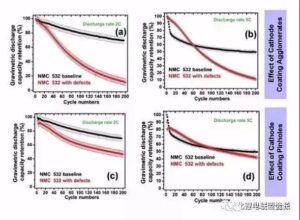

Rysunek 10. Wpływ defektów powierzchni arkusza elektrody na cykl szybkości ogniwa
Ref.: [1] Nieniszcząca ocena wtórnych elektrod litowych akumulatorów pokrytych matrycą szczelinową za pomocą wbudowanej suwmiarki laserowej i metod termografii w podczerwieni [J].ANALYTICALMETHODS.2014, 6(3): 674-683.[2]Efekt wad produkcyjnych elektrod na parametry elektrochemiczne akumulatorów litowo-jonowych: Znajomość źródeł awarii akumulatorów [J].Journal of Power Sources.2016, 312: 70-79.

